1.①使用 PL 线画 CAD

②按模型比例进行缩放。(如需做 1:200 模型,则需缩放 200 倍)
2.保存为低版本(2000-2007)的.dxf 格式。

3.检查激光雕刻机专用冷却水是否干净无杂物,且水量在 60%左右,不能过满或过少。不能私自换自来水,冷却水不达标时联系何萌老师申请专用冷却水,以免造成机器损坏。

4.打开激光雕刻机。推开总开关,旋转打开雕刻机操作台的按钮。


5.打开 LaserSoft

6.点选文件,导入。 选择已保存好的 dxf 文件。


7.调试图层顺序及雕刻机参数。
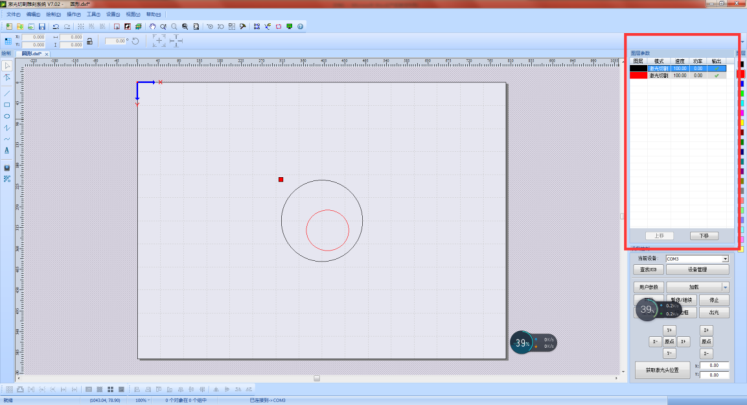
① 给所需要雕刻的物件分图层。当需要打窗框、圆环这类镂空物件时,需要把内轮廓和外轮廓划分成两个图层。

选外轮廓物件,选中后选择图层颜色。内轮廓同理。
② 点选图层参数中的内轮廓颜色,将该图层上移。图层顺序则为雕刻机雕刻顺序。

③ 双击图层,根模型材料及雕刻样式(是否雕穿)调试雕刻机功率与速度,用与模型材料相同的材料先进行尝试。功率越大,速度越小,则雕刻力度越大,反之越小。功率最大不可超过 100。

8.点击加载。
根据实际情况调整加工次数(默认为 1)及勾选雕刻选项。调式完毕后点击,加载当前文档。

9.在激光雕刻机操作台按上下左右键调试工作原点。一般设在材料边缘。调试好后,按“定位”键,然后按“走边框”键查看雕刻路径是否超出材料大小范围。

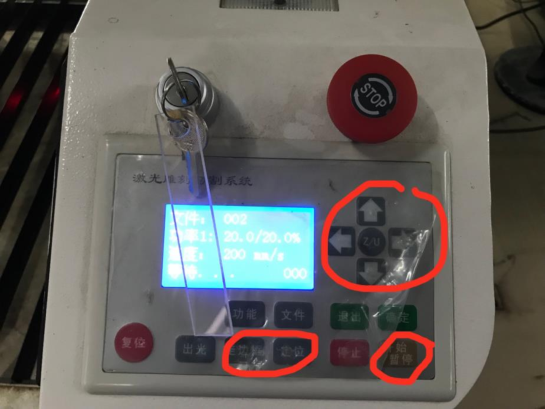
10.拉下激光雕刻机的保护罩,按下“开始/暂停”。雕刻机运作时不可离开雕刻机,应随时观察雕刻机运作状况以免发生雕刻机运作功率过大雕刻材料着火等状况。雕刻时若发现问题,可随时按“停”或“停止”。


11.雕刻机完成工作后,拉开闸门查看模型制作情况。完成雕刻后清理模型废材。
12.使用完成后按照关闭激光雕刻机及电脑。
